
Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.

Механи́ческая жёсткость — способность твёрдого тела, конструкции или её элементов сопротивляться деформации от приложенного усилия вдоль выбранного направления в заданной системе координат.

Фре́зерные станки́ — группа металлорежущих и деревообрабатывающих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное. Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.

Волоче́ние — обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля протягиваются через круглое или фасонное отверстие, сечение которого меньше сечения заготовки.

Шлифовáние — механическая или ручная операция по обработке материала. Разновидность абразивной обработки, которая, в свою очередь, является разновидностью резания. Механическое шлифование обычно используется для обработки твёрдых и хрупких материалов в заданный размер с точностью до микрона. А также для достижения наименьшей шероховатости поверхности изделия допустимых ГОСТом. В качестве охлаждения обычно используют смазочно-охлаждающие жидкости (СОЖ).

Хонингова́ние — вид абразивной обработки конических и цилиндрических поверхностей, который позволяет устранять шероховатости на поверхности заготовок, корректировать их геометрическую форму и повышать точность их габаритных размеров.

Притирание — отделочная операция механической обработки с целью подгонки главным образом деталей, работающих в паре. В ходе операции с обрабатываемой поверхности детали снимается слой материала с помощью абразивных зерен, свободно распределённых в пасте или суспензии. Притирочная паста или суспензия наносится на поверхность инструмента — притира. Операция сводится к многократным относительным перемещениям притира — и детали или обеих деталей совместно с абразивным материалом. Притир исправляет форму детали в пределах допуска и уменьшает шероховатость поверхности. Такая техника отделочной операции позволяет получать поверхности шероховатостью Ra = 0,04—0,02 мкм и Rz = 0,1—0,025 мкм с отклонениями от требуемой геометрической формы до 0,1—0,3 мкм.

Резе́ц — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах.

Дорнова́ние (дорни́рование) — вид обработки заготовок без снятия стружки. Сущность процесса дорнования заключается в перемещении жёсткого рабочего инструмента дорна в отверстии заготовки с натягом. В процессе обработки за счёт натяга обеспечивается упрочнение металла в поверхностном слое, сглаживание исходных шероховатостей, изменение форм и размеров поперечного сечения отверстия и заготовки в целом. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга.
Поверхностное пластическое деформирование — вид отделочно-упрочняющей обработки, при котором не образуется стружка, а происходит упруго-пластическое деформирование поверхностного слоя заготовки.

Изно́с, эро́зия — изменение размеров, формы, массы или состояния поверхности изделия или инструмента вследствие разрушения (изнашивания) поверхностного слоя изделия при трении.

Де́ревообрабатывающий стано́к — станок, применяемый для механической обработки древесины, с помощью режущего инструмента или давления. На деревообрабатывающих станках из древесного сырья получают пиломатериалы, заготовки и полуфабрикаты, детали изделий и конструкций, а также готовые изделия в виде одной детали, паркет, детали перекрытия к зданиям, тару, лыжи, детали музыкальных инструментов, канцелярские принадлежности и др.
- Рабочие машины, производящие работу методом давления, называются прессами.
- Рабочие машины, выполняющие рабочие операции без изменения формы, размеров и качества объекта труда, называются просто машинами.
- Рабочие машины, осуществляющие физико-химическое воздействие на обрабатываемый объект, называются аппаратами.
Индентор — элемент прибора для измерения твёрдости, вдавливаемый в испытываемый материал. Иногда инденторами (indenter) называют сами приборы для измерения твёрдости.
Суперфиниширование (суперфиниш) — отделочная механическая операция по обработке металлических деталей. Применяется для финишной обработки поверхностей после шлифования с целью существенного увеличения эксплуатационных свойств благодаря получению очень малой шероховатости Ra = 0,6÷0.05 мкм. Для охлаждения используют смазочно-охлаждающие жидкости (СОЖ) из 80—90 % керосина и 10—20 % турбинного масла.

Лев Алексе́евич Хворосту́хин — учёный в области технологий производства авиационных двигателей, в частности, алмазного выглаживания, заслуженный деятель науки и техники РСФСР, заслуженный профессор «МАТИ» — РГТУ имени К. Э. Циолковского, почётный авиастроитель.
Направляющие станков — узлы, предназначенные для перемещения инструмента, заготовки и связанных с ними узлов по заданной траектории с требуемой точностью.
Зажимно́й патро́н — специальное устройство для крепления деталей или инструмента на оси шпинделя.
Обкатывание — вид механической обработки, целью которого является упрочнение поверхностного слоя детали, повышение его износостойкости и достижения 8-10 квалитета точности поверхности.

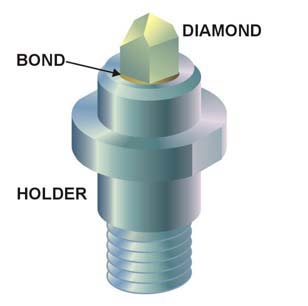
Алмазное выглаживание — процесс поверхностного пластического деформирования, который осуществляется при скольжении индентора с рабочей частью из природного алмаза по локально контактирующей с ним поверхности детали, при этом обеспечивается параметр шероховатости Ra=0,05-0,2 мкм с одновременным упрочнением поверхностного слоя, что тем самым увеличивает износостойкость деталей работающих в условиях трения.

Жёстко-упругое выглаживание — способ отделочно-упрочняющей обработки деталей поверхностным пластическим деформированием двумя инструментами с жёстким закреплением индентора и упругим закреплением индентора, которые скользят по поверхности обрабатываемой детали, при этом индентор с упругим закреплением проходит по вершинам профиля шероховатости поверхности, образованной индентором с жестким закреплением.
