Печатная плата



Печа́тная пла́та (англ. printed circuit board, PCB, или printed wiring board, PWB) — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой.
Устройство
В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги, целиком расположенной на твёрдой изолирующей основе. Печатная плата содержит монтажные отверстия и контактные площадки для монтажа выводных или планарных компонентов. Кроме того, в печатных платах имеются переходные отверстия для электрического соединения участков фольги, расположенных на разных слоях платы. С внешних сторон на плату обычно нанесены защитное покрытие («паяльная маска») и маркировка (вспомогательный рисунок и текст согласно конструкторской документации).
Виды печатных плат
В зависимости от количества слоёв с электропроводящим рисунком печатные платы подразделяют на:
- односторонние (ОПП): имеется только один слой фольги, наклеенной на одну сторону листа диэлектрика;
- двухсторонние (ДПП): два слоя фольги;
- многослойные (МПП): фольга не только на двух сторонах платы, но и во внутренних слоях диэлектрика. Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат[1].
По мере роста сложности проектируемых устройств и плотности монтажа увеличивается количество слоёв на платах[1].
По свойствам материала основы:
- Жёсткие
- Теплопроводные
- Гибкие
Печатные платы могут иметь свои особенности в связи с их назначением и требованиями к особым условиям эксплуатации (например, расширенный диапазон температур), или особенности применения (например, платы для приборов, работающих на высоких частотах).
Материалы
Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как стеклотекстолит, гетинакс.
Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. Для дальнейшего улучшения тепловых характеристик металлическое основание платы может крепиться к радиатору.
В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д)[2], и керамика. Такие платы имеют следующие ограничения:
- в чистой керамике затруднено выполнение отверстий. Но технология LTCC решает большую часть проблем при серийном выпуске плат[3].
- а в ФАФ-4Д затруднена металлизация отверстий;[]
- сами по себе такие платы при больших габаритах не могут быть несущей конструкцией, поэтому используются совместно с подложкой (основанием).
Гибкие платы делают из полиимидных материалов, таких как каптон.
Конструирование
Конструирование плат происходит в специализированных программах автоматизированного проектирования. Наиболее известны PADS Professional, Xpedition, Altium Designer, P-CAD, OrCAD, TopoR, Specctra, Proteus, gEDA, KiCad и др.[4] Сам процесс конструирования в русском языке часто именуют сленговым словом разводка, подразумевая процесс прокладки проводников.
Стандарты
В России существуют стандарты на конструкторскую документацию печатных плат в рамках Единой системы конструкторской документации:
- ГОСТ 2.123-93 «Единая система конструкторской документации. Комплектность конструкторской документации на печатные платы при автоматизированном проектировании»;
- ГОСТ 2.417-91 «Единая система конструкторской документации. Платы печатные. Правила выполнения чертежей».
Другие стандарты на печатные платы:
- ГОСТ Р 53386-2009 «Платы печатные. Термины и определения»;
- ГОСТ Р 53429-2009 «Платы печатные. Основные параметры конструкции». В России данный национальный стандарт задаёт классы точности печатных плат и соответствующие геометрические параметры. Также нормируются основные электрические параметры проводников и диэлектриков. Данный стандарт является переработкой регионального стандарта ГОСТ 23751-86;
- ГОСТ 23752-79 «Платы печатные. Общие технические условия». Стандарт регламентирует технические требования к изготовленным печатным платам, правила приёмки, методы испытаний и др.
Типовой процесс
Рассмотрим типовой процесс проектирования печатной платы по готовой принципиальной электрической схеме: [5]
- Подготовка к проектированию:
- Импорт принципиальной электрической схемы в базу данных САПР печатной платы. Как правило, подготовка схемы выполняется в отдельной схемотехнической САПР. Некоторые пакеты САПР содержат компоненты как схемотехники, так и конструирования. Другие САПР печатных плат не имеют схемотехнического редактора в своём составе, только импортируя электрическую схему популярных форматов.
- Ввод в САПР компонентов (чертежей каждого компонента, расположения и назначения выводов и др). Обычно при этом используются готовые библиотеки компонентов, поставляемые разработчиками САПР.
- Уточнение у будущего изготовителя печатной платы его технологических возможностей (имеющиеся материалы, количество слоёв, класс точности, допустимые диаметры отверстий, возможность покрытий и т.п.). На основании этих данных производится предварительный выбор материала платы, количества слоёв металлизации, толщины материала и фольги, класс точности, и они же являются исходными данными для конфигурирования DRC (см. ниже), используемыми как для автоматической разводки, так и для проверки разведённой платы. Чаще всего оптимален фольгированный стеклотекстолит толщиной 1,5 мм с толщиной фольги 18 или 35 мкм.
- Конструирование платы:
- Определение конструкции печатной платы (контур и габаритные размеры, крепёжные отверстия, максимально допустимая высота компонентов). Вычерчивание габаритов (краёв) платы, вырезов и крепёжных отверстий, областей запрета размещения компонентов. Размещение конструктивно-привязанных деталей: разъёмов, индикаторов, кнопок и др. Определение правил расположения критичных проводников: выделение областей прокладки сильноточных проводников и шин питания; компоновка высокочастотных и дифференциальных линий, определение методов прокладки и экранировки чувствительных к помехам цепей и цепей — источников помех.[6]
- Выполнение автоматического или ручного размещения компонентов. Обычно стремятся разместить все компоненты на одной стороне платы, поскольку двусторонний монтаж деталей заметно дороже в производстве.
- Запуск автоматического трассировщика. При неудовлетворительном результате — переразмещение компонентов. Эти два шага зачастую выполняются десятки или сотни раз подряд. В некоторых случаях трассировка печатных плат (отрисовка дорожек) производится вручную полностью или частично.
- Проверка платы на ошибки (DRC, Design Rules Check): проверка на зазоры, замыкания, наложения компонентов и др.
- В некоторых случаях требуется расчёт механических свойств полученной печатной платы: частоты собственного механического резонанса и ударной прочности. При необходимости изменяют опорные точки платы или размещение тяжёлых компонентов.
- Создание выходной конструкторской документации:
- Экспорт файла в формат, принимаемый изготовителем печатных плат, например, Gerber.
- Оформление конструкторской документации, согласно действующим стандартам, в которой указаны технические требования для изготовления печатной платы: наименование материала фольгированного основания, диаметры сверления всех типов отверстий, вид переходных отверстий (закрытые паяльной маской или открытые, лужёные), области гальванических покрытий и их тип, цвет паяльной маски и её тип, необходимость маркировки, способ обработки контура плат (фрезеровка или скрайбирование) и т.п. По согласованию с изготовителем требования могут указываться в сопроводительной записке.
Типичные ошибки конструирования
Производители печатных плат часто сталкиваются с неочевидными ошибками конструирования начинающими инженерами. Наиболее типичные ошибки[7]:
- Неверный выбор диаметра сверления отверстий для монтажа компонентов. В процессе изготовления платы часть просвета отверстия уходит на металлизацию, что может приводить к невозможности нормального монтажа компонента.
- Ошибки в согласовании требуемого размера контура печатной платы с методом его обработки. Разные методы обработки контура требуют соответствующего припуска.
- Ошибки при выборе отдельных размеров проводников, зазоров, отверстий, окантовки отверстий и т.п. Эти размеры определяют класс точности, а, значит, цену и сроки изготовления плат. Даже один элемент с ошибочно малым размером может переквалифицировать класс точности всей платы.
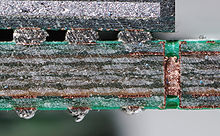
- Неравномерное распределение дорожек, полигонов и точек пайки на крупногабаритных печатных платах может приводить к короблению плат после пайки в печах.
- Отсутствие термозазора вокруг точек монтажа компонентов при подключении к крупным заливкам фольгой (полигонам или широким дорожкам) приводит к затруднениям и браку при пайке: медь является эффективным теплоотводом и затрудняет прогрев места пайки.
- Для плат, подлежащих лакированию, следует учитывать требования к расположению разъёмов и других не подлежащих лакированию компонентов. В противном случае растёт процент брака при попадании лака на контакты разъёмов.
Изготовление
Изготовление ПП возможно аддитивным или субтрактивным методом. В аддитивном методе проводящий рисунок формируется на нефольгированном материале путём химического меднения через предварительно нанесённую на материал защитную маску. В субтрактивном методе проводящий рисунок формируется на фольгированном материале путём удаления ненужных участков фольги. В современной промышленности применяется исключительно субтрактивный метод.
Весь процесс изготовления печатных плат можно разделить на четыре этапа:
- Изготовление заготовки (фольгированного материала).
- Обработка заготовки с целью получения нужных электрического и механического вида.
- Монтаж компонентов.
- Тестирование.
Часто под изготовлением печатных плат понимают только обработку заготовки (фольгированного материала). Типовой процесс обработки фольгированного материала состоит из нескольких этапов: сверловка переходных отверстий, получение рисунка проводников путём удаления излишков медной фольги, металлизация отверстий, нанесение защитных покрытий и лужение, нанесение маркировки.[8] Для многослойных печатных плат добавляется прессование конечной платы из нескольких заготовок.
Изготовление фольгированного материала
Фольгированный материал — плоский лист диэлектрика с наклеенной на него медной фольгой. Как правило, в качестве диэлектрика используют стеклотекстолит. В старой или очень дешёвой аппаратуре используют текстолит на тканевой или бумажной основе, иногда именуемый гетинаксом. В СВЧ-устройствах используют фторсодержащие полимеры (фторопласты). Толщина диэлектрика определяется требуемой механической и электрической прочностью, наиболее распространённая толщина как однослойных, так и многослойных плат составляет порядка 1,5 мм; для многослойных плат используются более тонкие слои диэлектрика.
На диэлектрик с одной или двух сторон наклеивают сплошной лист медной фольги. Толщина фольги определяется токами, под которые проектируется плата. Наибольшее распространение получила фольга толщиной 18 и 35 мкм, гораздо реже встречаются 70, 105 и 140 мкм. Такие значения исходят из стандартных толщин меди в импортных материалах, в которых толщина слоя медной фольги исчисляется в унциях (oz) на квадратный фут. 18 мкм соответствует ½ oz и 35 мкм — 1 oz.
Алюминиевые печатные платы

Отдельную группу материалов составляют металлические печатные платы из алюминия. Алюминиевые платы часто используются, когда требуется отводить тепло через поверхность платы, например в светодиодных светильниках. Их можно разделить на две группы.
Первая группа — решения в виде листа алюминия с качественно оксидированной поверхностью, на которую наклеена медная фольга. Такие платы нельзя сверлить, поэтому обычно их делают только односторонними. Обработка таких фольгированных материалов выполняется по традиционным технологиям химического нанесения рисунка. Иногда вместо алюминия применяют медь или сталь, ламинированные тонким изолятором и фольгой. Медь имеет бо́льшую теплопроводность, нержавеющая сталь платы обеспечивает коррозионную стойкость.[9]
Вторая группа подразумевает создание токопроводящего рисунка непосредственно в алюминии основы. Для этой цели алюминиевый лист оксидируют не только по поверхности, но и на всю глубину основы согласно рисунку токопроводящих областей, заданному фотошаблоном.[10][11]
Обработка заготовки
Получение рисунка проводников
При изготовлении плат используются химические, электролитические или механические методы воспроизведения требуемого токопроводящего рисунка, а также их комбинации.
Химический способ
Химический способ изготовления печатных плат из готового фольгированного материала состоит из двух основных этапов: нанесение защитного слоя на фольгу и травление незащищенных участков химическими методами.
В промышленности защитный слой наносится фотолитографическим способом с использованием ультрафиолетово-чувствительного фоторезиста, фотошаблона и источника ультрафиолетового света. Фоторезистом сплошь покрывают медь фольги, после чего рисунок дорожек с фотошаблона переносят на фоторезист засветкой. Засвеченный фоторезист смывается, обнажая медную фольгу для травления, незасвеченный фоторезист фиксируется на фольге, защищая её от травления.
Фоторезист бывает жидким или пленочным. Жидкий фоторезист наносят в промышленных условиях, так как он чувствителен к несоблюдению технологии нанесения. Пленочный фоторезист популярен при ручном изготовлении плат, однако он дороже. Фотошаблон представляет собой УФ-прозрачный материал с распечатанным на нём рисунком дорожек. После экспозиции фоторезист проявляется и закрепляется как и в обычном фотохимическом процессе.
В любительских условиях защитный слой в виде лака или краски может быть нанесен шелкотрафаретным способом или вручную. Радиолюбители для формирования на фольге травильной маски применяют перенос тонера с изображения, отпечатанного на лазерном принтере («лазерно-утюжная технология»).
Под травлением фольги понимают химический процесс перевода меди в растворимые соединения. Незащищенная фольга травится, чаще всего, в растворе хлорного железа или в растворе других химикатов, например медного купороса, персульфата аммония, аммиачного медно-хлоридного, аммиачного медно-сульфатного, на основе хлоритов, на основе хромового ангидрида[12]. При использовании хлорного железа процесс травления платы идёт следующим образом: FeCl3 + Cu → FeCl2 + CuCl. Типовая концентрация раствора 400 г/л, температура до 35 °C. При использовании персульфата аммония процесс травления платы идет следующим образом: (NH4)2S2O8 + Cu → (NH4)2SO4 + CuSO4[12].
После травления защитный рисунок с фольги смывается.
Механический способ
Механический способ изготовления предполагает использование фрезерно-гравировальных станков или других инструментов для механического удаления слоя фольги с заданных участков.
Лазерная гравировка
До недавнего времени лазерная гравировка печатных плат была слабо распространена в связи с хорошими отражающими свойствами меди на длине волны наиболее распространённых мощных газовых СО-лазеров. В связи с прогрессом в области лазеростроения сейчас начали появляться промышленные установки прототипирования на базе лазеров.[13]
Металлизация отверстий
Переходные и монтажные отверстия могут сверлиться, пробиваться механически (в мягких материалах типа гетинакса) или прожигаться лазером (очень тонкие переходные отверстия). Металлизация отверстий обычно выполняется химическим или, реже, механическим способом.
Механическая металлизация отверстий выполняется специальными заклёпками, пропаянными отрезками провода или заливкой отверстия токопроводящим клеем (отверждаемой пастой). Механический способ дорог в производстве и потому применяется крайне редко, обычно — в высоконадёжных штучных решениях, специальной сильноточной технике или радиолюбительских условиях при штучном исполнении.
При химической металлизации в фольгированной заготовке сначала сверлятся отверстия, затем они металлизируются осаждением меди и только потом производится травление фольги для получения рисунка печати. Химическая металлизация отверстий — многостадийный сложный процесс, чувствительный к качеству реактивов и соблюдению технологии. Поэтому в радиолюбительских условиях практически не применяется. Упрощённо состоит из таких этапов:
- Нанесение на диэлектрик стенок отверстия проводящей подложки. Эта подложка очень тонкая, непрочная. Наносится химическим осаждением металла из нестабильных соединений, таких как хлорид палладия.
- На полученную основу производится электролитическое или химическое осаждение меди.
- В конце производственного цикла для защиты довольно рыхлой осаждённой меди применяется либо горячее лужение, либо отверстие защищается лаком (паяльной маской). Нелужёные переходные отверстия низкого качества являются одной из самых частых причин отказа электронной техники.
Прессование многослойных плат
Многослойные платы (с числом слоёв проводников более 2) собираются из стопки тонких двух- или однослойных печатных плат, изготовленных традиционным способом (кроме наружных слоёв пакета — их на этом этапе оставляют с нетронутой фольгой). Их собирают «бутербродом» со специальными прокладками (препреги). Далее выполняется прессование в печи, сверление и металлизация переходных отверстий. В последнюю очередь делают травление фольги внешних слоёв.[1] Поскольку толщина меди во внешних слоях увеличивается на величину гальванически осаждённой меди при металлизации переходных отверстий, это накладывает дополнительные ограничения на ширину дорожек и зазоров между ними.
Переходные отверстия в таких многослойных платах могут также делаться до прессования. Если отверстия делаются до прессования, то можно получать платы с так называемыми «глухими» и «слепыми» отверстиями (когда отверстие есть только в одном слое «бутерброда»), что позволяет уплотнить компоновку для сложных плат. Себестоимость производства в этих случаях ощутимо возрастает, что требует разумного компромисса в проектировании такого рода плат.
Нанесение покрытий
Возможны такие покрытия, как:
- Защитно-декоративные лаковые покрытия («паяльная маска»). Обычно имеет характерный зелёный цвет. При выборе паяльной маски следует учитывать, что некоторые из них непрозрачны и под ними не видно проводников.
- Декоративно-информационные покрытия (маркировка). Обычно наносится с помощью шелкографии, реже — струйным методом или лазером.
- Лужение проводников. Защищает поверхность меди, увеличивает толщину проводника, облегчает монтаж компонентов. Обычно выполняется погружением в ванну с припоем или волной припоя. Основной недостаток — значительная толщина покрытия, затрудняющая монтаж компонентов высокой плотности. Для уменьшения толщины излишек припоя при лужении сдувают потоком воздуха.
- Химические, иммерсионные или гальванические покрытия фольги проводников инертными металлами (золотом, серебром, палладием, оловом и т. п.). Некоторые виды таких покрытий наносятся до этапа травления меди.[14][15]
- Покрытие токопроводящими лаками для улучшения контактных свойств разъемов и мембранных клавиатур или создания дополнительного слоя проводников.
После монтажа печатных плат возможно нанесение дополнительных защитных покрытий, защищающих как саму плату, так и пайку и компоненты.
Механическая обработка
На одном листе заготовки зачастую помещается множество отдельных плат. Весь процесс обработки фольгированной заготовки они проходят как одна плата, и только в конце их готовят к разделению. Если платы прямоугольные, то фрезеруют несквозные канавки, облегчающие последующее разламывание плат (скрайбирование, от англ. scribe царапать). Если платы сложной формы, то делают сквозную фрезеровку, оставляя узкие мостики, чтобы платы не рассыпались. Для плат без металлизации вместо фрезеровки иногда сверлят ряд отверстий с маленьким шагом. Сверление крепежных (неметаллизированных) отверстий также происходит на этом этапе.
См. также: ГОСТ 23665-79 Платы печатные. Обработка контура. Требования к типовым технологическим процессам.
По типовому техпроцессу отделение плат от заготовки происходит уже после монтажа компонентов.
Монтаж компонентов
Пайка является основным методом монтажа компонентов на печатные платы. Пайка может выполняться как вручную паяльником, так и с помощью специально разработанных технологий групповой пайки.
Установка компонентов
Установка компонентов может выполняться как вручную, так и на специальных автоматах-установщиках. Автоматическая установка уменьшает вероятность ошибки и значительно ускоряет процесс (лучшие автоматы устанавливают несколько компонентов в секунду).
Пайка волной
Основной метод автоматизированной групповой пайки для выводных компонентов. С помощью механических активаторов создаётся длинная волна расплавленного припоя. Плату проводят над волной так, чтобы волна едва коснулась нижней поверхности платы. При этом выводы заранее установленных выводных компонентов смачиваются волной и припаиваются к плате. Флюс наносится на плату губчатым штемпелем.
Пайка в печах
Основной метод групповой пайки планарных компонентов. На контактные площадки печатной платы через трафарет наносится специальная паяльная паста (порошок припоя в пастообразном флюсе). Затем устанавливаются планарные компоненты. Затем плату с установленными компонентами подают в специальную печь, где флюс паяльной пасты активизируется, а порошок припоя плавится, припаивая компонент.
Если такой монтаж компонентов выполняется с двух сторон, то плата подвергается этой процедуре дважды — отдельно для каждой стороны монтажа. Тяжелые планарные компоненты устанавливаются на капельки клея, которые не позволяют им упасть с перевернутой платы во время второй пайки. Легкие компоненты удерживаются на плате за счёт поверхностного натяжения припоя.
После пайки плату обрабатывают растворителями с целью удаления остатков флюса и других загрязнений, либо, при использовании безотмывочной паяльной пасты, плата готова сразу для некоторых условий эксплуатации.
Финишные покрытия
После пайки печатную плату с компонентами покрывают защитными составами: гидрофобизаторами, лаками (например, УР-231), средствами защиты открытых контактов. В отдельных случаях для работы платы в условиях сильных вибраций плата может быть целиком залита в резиноподобный компаунд.
Испытания и контроль
Для массового промышленного производства печатных плат разработаны автоматизированные методы контроля качества.
При контроле правильности монтажных соединений осуществляют проверку электрических соединений на отсутствие обрывов или замыканий между ними.
При контроле качества монтажа электронных компонентов применяют оптические методы контроля. Оптический контроль качества монтажа выполняется с помощью специализированных стендов с видеокамерами высокого разрешения. Стенды встраиваются в технологическую линию на этапах:
- контроля рисунка проводников, контура печатной платы и диаметров отверстий.
- контроля равномерности и дозировки нанесения паяльной пасты.
- контроля точности установки компонентов.
- контроля результатов пайки (оплавления припоя или пайки волной). Типовые дефекты пайки, выявляемые оптическими системами:
- Смещение компонентов в процессе пайки.
- Короткие замыкания.
- Недостаток и избыток припоя.
- Коробление печатных плат.
Сходные технологии
Подложки гибридных микросхем представляют собой нечто похожее на керамическую печатную плату, однако обычно используют другие техпроцессы:
- Толстоплёночная технология: Шелкографическое нанесение рисунка проводников металлизированной пастой с последующим спеканием пасты в печи. Технология позволяет создавать многослойную разводку проводников благодаря возможности нанесения на слой проводников слоя изолятора теми же шелкографическими методами, а также толстоплёночные резисторы.
- Тонкоплёночная технология: Формирование проводников фотолитографическими методами либо осаждение металла через трафарет.
Керамические корпуса электронных микросхем и некоторых других компонентов также выполняются с привлечением технологий гибридных микросхем.
Мембранные клавиатуры часто выполняют на плёнках методом шелкографии и спекания легкоплавкими металлизированными пастами.
См. также
- Навесной монтаж
- Лазерно-утюжная технология изготовления печатных плат
- Макетная плата
- Фоторезист
- Рельефная плата
- Материнская плата
- Монтажник радиоэлектронной аппаратуры и приборов
- Печатная электроника
- Рулонная технология
Примечания
- ↑ 1 2 3 Ринат Тахаутдинов. Многослойные печатные платы. Первые шаги в освоении операции прессования Архивная копия от 14 апреля 2013 на Wayback Machine PDF Архивная копия от 24 сентября 2015 на Wayback Machine
- ↑ ГОСТ 21000-81 Листы фторопластовые неармированные и армированные фольгированные. Технические условия. Дата обращения: 7 февраля 2012. Архивировано 28 марта 2014 года.
- ↑ Белоус А. И., Мерданов М. К., Шведов С. В. СВЧ-электроника в системах радиолокации и связи. Техническая энциклопедия в 2-х книгах. — Т. 1. — С. 770—775.
- ↑ Программы для проектирования печатных плат (PCB). Дата обращения: 10 октября 2013. Архивировано 4 октября 2013 года.
- ↑ этапы проектирования — КБ Схематика. Дата обращения: 10 октября 2013. Архивировано 3 октября 2013 года.
- ↑ Аспекты Разводки Печатных Плат. Дата обращения: 14 августа 2010. Архивировано 17 января 2011 года.
- ↑ Типовые ошибки конструирования. Дата обращения: 19 апреля 2013. Архивировано из оригинала 20 августа 2013 года.
- ↑ Изготовление высококачественных печатных плат в «домашних» условиях. Дата обращения: 14 июня 2012. Архивировано 14 июня 2012 года.
- ↑ Печатные платы с металлической основой Архивная копия от 26 апреля 2013 на Wayback Machine // АО Резонит
- ↑ ООО «МСЛР» начинает выпуск светодиодных плат по уникальной технологии ALOX. Дата обращения: 14 августа 2019. Архивировано 14 августа 2019 года.
- ↑ Полупроводниковая светотехника 2012 N5. Дата обращения: 14 августа 2019. Архивировано 18 октября 2018 года.
- ↑ 1 2 С. Маркин, «Как травить платы», ж «Химия и Жизнь» № 7, 1990. Дата обращения: 17 июля 2012. Архивировано 13 апреля 2012 года.
- ↑ LPKF ProtoLaser S. Дата обращения: 17 июня 2012. Архивировано 24 июня 2012 года.
- ↑ Иммерсионное золочение под пайку. Дата обращения: 4 января 2014. Архивировано 4 января 2014 года.
- ↑ Финишные покрытия печатных плат. Дата обращения: 4 января 2014. Архивировано 4 января 2014 года.
Литература
- Пирогова Е. В. Проектирование и технология печатных плат: Учебник. — М.: ФОРУМ: ИНФРА-М, 2005. — 560 с. — (Высшее образование). — ISBN 5-16-001999-5. — ISBN 5-8199-0138-X.
- Аренков А. Б., Кротов С. Т., Кузьмин Н. А., Липатов Ю. Н. Технология печатного монтажа. — Судостроение, 1972. — 326 с. — 1000 экз.
Ссылки
- Статьи о проектировании, трассировке, изготовлении и монтаже печатных плат Архивная копия от 3 марта 2020 на Wayback Machine.
- Подробное описания изготовления печатной платы в домашних условиях Архивная копия от 26 апреля 2009 на Wayback Machine.
- Видеоурок по изготовлению печатных плат в домашних условиях Архивная копия от 2 апреля 2009 на Wayback Machine (видео)
- Основы технологии монтажа в отверстия Архивная копия от 13 июля 2015 на Wayback Machine Часть I
- Основы технологии монтажа в отверстия Архивная копия от 23 февраля 2008 на Wayback Machine Часть II
- Требования к печатным платам и монтажу от NASA Архивная копия от 12 июля 2009 на Wayback Machine
- ГОСТ 21000-81 Листы фторопластовые неармированные и армированные фольгированные. Технические условия Архивная копия от 28 марта 2014 на Wayback Machine
- Печатные платы: почему в Китае так дёшево? Архивная копия от 31 января 2013 на Wayback Machine // Электроника НТБ. Выпуск #5, 2006















