
Литьё — заполнение чего-либо материалом, находящимся в жидком агрегатном состоянии.

Штамповка (штампование) — процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки — листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими. Примером листовой штамповки является процесс пробивания листового металла, в результате которого получают перфорированный металл (перфолист). В противном случае штамповка называется объёмной. Для процесса штамповки используются прессы — устройства, позволяющие деформировать материалы с помощью механического воздействия.
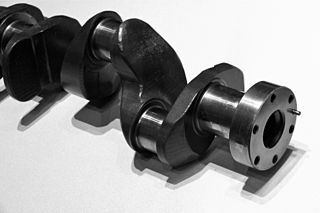
Коленчатый вал — деталь сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и преобразует их в крутящий момент. Составная часть кривошипно-шатунного механизма (КШМ).

Руба́нок, рубан, рубаночек, — ручной плотницкий и столярный инструмент, служащий для получения путём строгания ровной поверхности дерева.

Обрабо́тка мета́ллов давле́нием (ОМД) — технологический процесс получения заготовок или деталей в результате деформации металла при помощи силового воздействия инструмента. При этом за счёт относительного смещения отдельных частей обрабатываемого металла изменяется только форма заготовки без нарушения сплошности и общего объёма. Также ОМД может применяться в качестве отделочной операции для обработки поверхности металла.
Зубча́тое колесо́ или шестерня́, зубчатка — основная деталь зубчатой передачи в виде диска с зубьями на цилиндрической или конической поверхности, входящими в зацепление с зубьями другого зубчатого колеса.

Волоче́ние — обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля протягиваются через круглое или фасонное отверстие, сечение которого меньше сечения заготовки.

Притирание — отделочная операция механической обработки с целью подгонки главным образом деталей, работающих в паре. В ходе операции с обрабатываемой поверхности детали снимается слой материала с помощью абразивных зерен, свободно распределённых в пасте или суспензии. Притирочная паста или суспензия наносится на поверхность инструмента — притира. Операция сводится к многократным относительным перемещениям притира — и детали или обеих деталей совместно с абразивным материалом. Притир исправляет форму детали в пределах допуска и уменьшает шероховатость поверхности. Такая техника отделочной операции позволяет получать поверхности шероховатостью Ra = 0,04—0,02 мкм и Rz = 0,1—0,025 мкм с отклонениями от требуемой геометрической формы до 0,1—0,3 мкм.
Работоспособность — это состояние изделия, при котором оно способно выполнять заданную функцию с параметрами, установленными требованиями технической документации. Отказ — это нарушение работоспособности. Свойство элемента или системы непрерывно сохранять работоспособность при определённых условиях эксплуатации называется безотказностью. Безотказность — свойство объекта непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки. Работоспособность — потенциальная возможность индивида выполнять целесообразную деятельность на заданном уровне эффективности в течение определенного времени. Работоспособность зависит от внешних условий деятельности и психофизиологических ресурсов индивида.

Дорнова́ние (дорни́рование) — вид обработки заготовок без снятия стружки. Сущность процесса дорнования заключается в перемещении жёсткого рабочего инструмента дорна в отверстии заготовки с натягом. В процессе обработки за счёт натяга обеспечивается упрочнение металла в поверхностном слое, сглаживание исходных шероховатостей, изменение форм и размеров поперечного сечения отверстия и заготовки в целом. Размеры поперечного сечения инструмента больше размеров поперечного сечения отверстия заготовки на величину натяга.

Де́ревообрабатывающий стано́к — станок, применяемый для механической обработки древесины, с помощью режущего инструмента или давления. На деревообрабатывающих станках из древесного сырья получают пиломатериалы, заготовки и полуфабрикаты, детали изделий и конструкций, а также готовые изделия в виде одной детали, паркет, детали перекрытия к зданиям, тару, лыжи, детали музыкальных инструментов, канцелярские принадлежности и др.
- Рабочие машины, производящие работу методом давления, называются прессами.
- Рабочие машины, выполняющие рабочие операции без изменения формы, размеров и качества объекта труда, называются просто машинами.
- Рабочие машины, осуществляющие физико-химическое воздействие на обрабатываемый объект, называются аппаратами.

Наплавка — это нанесение слоя металла или сплава на поверхность изделия посредством сварки плавлением.
Электрохимическая обработка (ЭХО) — способ обработки электропроводящих материалов, заключающийся в изменении формы, размеров и (или) шероховатости поверхности заготовки вследствие анодного растворения её материала в электролите под действием электрического тока.

Индукцио́нный нагре́в — метод бесконтактного нагрева электропроводящих материалов токами высокой частоты и большой величины.

Обработка непрофилированным электродом — это один из видов электроэрозионной обработки. Обработка ведётся непрофилированным инструментом — так называемым «бесконечным электродом» — проволокой. Применяется латунная, медная, вольфрамовая и молибденовая проволока диаметром 0,02-0,3 мм. Обработка происходит при прямой полярности, то есть заготовка является анодом (+), а электрод-инструмент — катодом (-) и ведётся на копировально-вырезных станках.

Электроэрозионная обработка — контролируемое разрушение электропроводного материала под действием электрических разрядов между двумя электродами, то есть обработка через электрическую эрозию.
Обкатывание — вид механической обработки, целью которого является упрочнение поверхностного слоя детали, повышение его износостойкости и достижения 8-10 квалитета точности поверхности.

Алмазное выглаживание — процесс поверхностного пластического деформирования, который осуществляется при скольжении индентора с рабочей частью из природного алмаза по локально контактирующей с ним поверхности детали, при этом обеспечивается параметр шероховатости Ra=0,05-0,2 мкм с одновременным упрочнением поверхностного слоя, что тем самым увеличивает износостойкость деталей работающих в условиях трения.
Заготовкой в машиностроении (производстве) называют предмет производства, из которого путём дальнейшей обработки будет получена деталь или неразъёмная сборочная единица. Выбор правильного способа получения заготовки в значительной степени определяет качество, а также издержки на производство, связанные с дальнейшей обработкой предмета. Поэтому внедряются всё новые способы получения заготовок, позволяющие свести издержки к минимуму, и улучшить свойства изделия. Выбранный способ получения заготовки определяет перечень применимых материалов для неё, и наоборот — жёстко заданный материал ограничивает варианты заготовок.

Жёстко-упругое выглаживание — способ отделочно-упрочняющей обработки деталей поверхностным пластическим деформированием двумя инструментами с жёстким закреплением индентора и упругим закреплением индентора, которые скользят по поверхности обрабатываемой детали, при этом индентор с упругим закреплением проходит по вершинам профиля шероховатости поверхности, образованной индентором с жестким закреплением.