Сварка титана

Сва́рка тита́на — сварка изделий из титана и его сплавов. Вклад в разработку технологии сварки титана внёс американский инженер-металлург Уильям Джон Арбегаст, младший.
Особенности сварки
Основная трудность сварки титана — это необходимость надежной защиты металла, нагреваемого выше температуры 400 °C, от воздуха, так как на его поверхности под действием воздуха образуется оксидная плёнка. Металл обладает высокой химической активностью по отношению к кислороду, азоту и водороду при его нагреве и расплавлении. Водород в небольшом количестве сильно ухудшает свойства титана.
К основным способам сварки титана и его сплавов относятся:
- дуговая сварка в среде инертных газов неплавящимся или плавящимся электродом;
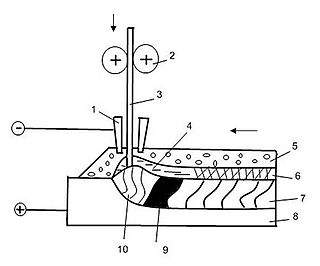
- дуговая сварка титана под флюсом;
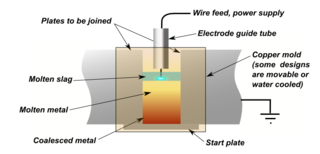
- электрошлаковая сварка;
- электронно-лучевая сварка;
- контактная сварка.
Дуговая сварка титана проводится в среде газа аргона или в его смесях с гелием. Сварку производят под местной защитой. Газ проходит через сопло горелки с насадками, увеличивающими зону защиты. С обратной стороны стыка свариваемых деталей устанавливают медные подкладные планки с канавкой, по длине которой равномерно подают аргон. При сложной конструкции деталей сварка проходит с общей защитой в специальных камерах с контролируемой атмосферой. Камеры могут представлять собой камеры-насадки для защиты части свариваемого узла, жесткие камеры из металла или мягкие камеры, сделанные из ткани и имеющими смотровые окна и встроенные рукавицы для рук сварщика. В камеры помещаются свариваемые детали, сварочная оснастка и горелка. Для крупных узлов применяют большие металлические камеры объёмом до 350 м3, в них устанавливают сварочные автоматы и манипуляторы. Из камеры откачивается воздух, она наполняются аргоном, через шлюзы в камеры входят сварщики в скафандрах и проводят сварку.
Титановые сплавы из-за высокой химической активности сваривают дуговой сваркой в инертных газах неплавящимся и плавящимся электродом, дуговой сваркой под флюсом, электронным лучом, электрошлаковой и контактной сваркой. Расплавленный титан жидкотекуч, его шов хорошо формируется при всех способах сварки.
Дуговую сварку титановых сплавов выполняют плавящимся электродом (проволока диаметром от 1,2 до 2,0 мм) на постоянном электрическом токе обратной полярности в режимах, обеспечивающих мелкокапельный перенос электродного металла. Защитной средой при этом является смесь - 20 % аргона и 80 % гелия или чистый гелий. При этом увеличивается ширина шва и уменьшается его пористость.
Титановые сплавы можно также сваривать дуговой сваркой под бескислородными фтористыми флюсами сухой грануляции марки АНТ1, АНТЗ для толщины 2,5...8,0 мм и марки АНТ7 для толстого металла. Сварка ведётся с использованием электродной проволоки диаметром от 2,0 до 5,0 мм с вылетом электрода на 14 - 22 мм на медной подкладке или на флюсовой подушке. Структура металла сварного шва в результате модифицирующего действия флюса получается более мелкозернистой, чем при сварке титана в инертных газах.
Разнородная сварка
Практическое применение находит сварка титана со сталью. При такой сварке важно выбирать материалы и режимы сварки, препятствующие образованию в шве хрупких фаз FeTi и Fe2Ti.
Сварка титана со сталью проводится в защитном газе аргоне вольфрамовым электродом или через промежуточные вставки. Комбинированные вставки выполняются из тантала и бронзы. При этом бронза сваривается со сталью аргонодуговой сваркой неплавящимся электродом, а тантал с титаном сваривается в камерах с контролируемой атмосферой. Используются также комбинированные вставки из бронзы и ниобия. При этом сварка проводится вольфрамовым электродом в камере с контролируемой атмосферой.
Литература
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. М.: Машиностроение, 1978.
- Мороз Л. С. и др. Титан и его сплавы/Л. С. Мороз, И. В. Полин, Л. В. Бу-талов и др. Л.: Судпромгиз, 1960. Т. 1. 516 с.
- Чечулин Б. Б., Бодунова М. Б.//Металловедение титана/Сб. тр. M.: Наука, 1964. С. 196—203.
- Полькин И. С. Упрочняющая термическая обработка титановых сплавов. M.: Металлургия, 1984. 96 с.
- Titanium Science and Technology. Proc. of the fifth Intern: Conf. on titanium. Congress-Center. Munich: FRG. September 10—14, 1984. V. 1—4. Edited by G. Lfitjering, U. Zwicker, W. Bunk.
Ссылки
| Терминология |
|
|---|---|
| Электрическая дуговая | |
| Сварка давлением | |
| Контактная сварка | |
| Другие виды сварки | |
| Сварка металлов | |
| Сварка неметаллов |
|
| Оборудование и снаряжение | |
| Профессиональные организации | |
| Профессиональные издания | |
| Профессиональные заболевания | |