Электрошлаковая наплавка
Электрошла́ковая напла́вка (ЭШН) — разновидность электрошлакового процесса; технология, основанная на нанесении расплавленного металла на рабочую поверхность изделия, при которой оплавление основного и расплавление присадочного металлов происходит за счет тепла, выделяющегося в шлаковой ванне при протекании через неё электрического тока.
Описание процесса
Ванна жидкого шлака, имея меньшую, чем у расплавленного металла, плотность, постоянно находится над поверхностью металлического расплава, защищая его от воздействия воздуха. Капли присадочного металла, проходя через шлак, подвергаются металлургической обработке и очищаются от вредных примесей. Направление конвекции шлака зависит от диаметра электрода: при наплавке тонким электродом преобладает вынужденная электромагнитная конвекция, шлак опускается у электрода и поднимается по краям шлаковой ванны, при использовании толстого электрода преобладает свободная тепловая конвекция, шлак опускается по краям шлаковой ванны и поднимается вблизи электрода.
Классификация
Различают наплавку с принудительным (ЭШН в водоохлаждаемых кристаллизаторах и формирующих устройствах) и свободным (ЭШН лентами) формированием наплавляемого слоя. По начальной стадии электрошлакового процесса различают «твердый» старт (наведение шлаковой ванны происходит непосредственно в зоне наплавки) и «жидкий» старт (в полость кристаллизатора заливают заранее приготовленный шлак).
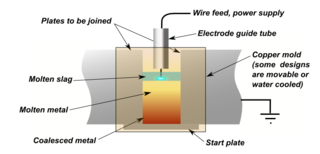
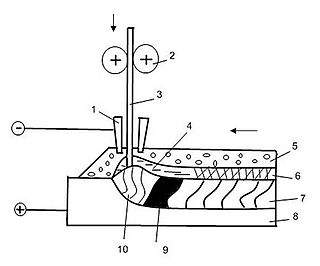
Сущность ЭШН с принудительным формированием наплавляемого слоя заключается в следующем. В шлаковую ванну, находящуюся в полости, образованной наплавляемой поверхностью и водоохлаждаемым кристаллизатором, подается электродный присадочный материал. Ток, проходя между электродом и наплавленным металлом через жидкий шлак, разогревает его до высокой температуры, достаточной для расплавления подаваемого присадочного материала (от 1650 до более, чем 2000 градусов цельсия) и оплавления поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленный слой.
В качестве присадочного материала используются один или несколько электродов из сплошных или порошковых проволок, ленты, пластинчатые электроды большого сечения, плавящиеся мундштуки и композиционные проволоки. При использовании неплавящихся (графитовых, вольфрамовых) электродов возможно применение электронейтральных некомпактных присадочных материалов: дроби, жидкого металла.
При ЭШН композитных покрытий в шлаковую ванну сыпят сверху гранулированный твёрдый сплав, температура плавления которого выше температуры плавления металла-связки, необходимость применения которого обусловлена недопустимостью вторичного расплавления некоторых твёрдых сплавов, из-за чего наплавка монопокрытий из таких материалов невозможна. Твёрдость и износостойкость обеспечивается частицами твёрдого сплава, а металл-связка держит их на поверхности детали.
См. также
Литература
- Электрошлаковая сварка и наплавка / под ред. Б. Е. Патона. – М.: Машиностроение, 1980. – 511 с.
- Патент РФ 2272703
- Электрошлаковая наплавка: сущность процесса и классификация